The topic of modeling and predicting values of average processing temperature of hard steel has been explored in many sources and comparisons of different literature. The heat recorded in the cutting zone greatly affect number of characteristics of the machining process such as: the intensity of consumption of the cutting tool and its durability; the quality of the treated surface; processing accuracy; economic indicators of the process (productivity, economy, etc) [1]. Not comparing and exploring the change of the radius of the cutting blade during the cutting process of improved steel (C60), to find new ones, this research is achieved through the mathematical model from the thermocouple and the application of KADEX, generating and comparing the analytical method and comparative results of empirical measurements it is possible to understand that the impact and mathematical modeling by changing the radius of the cutting blade can generate new information that can give results that present a decrease in the temperature of the cutting tool up to the value of 0.4-0.7%, so the transition from the radius of the cutting blade 0.8 -1.6mm, the temperatures fluctuate in lower values.
The objective of this study is to optimize material selection, tool geometry, and chip separation through the design of a metal tool holder and the machine used in this process. The cutting edge of the tool significantly influences how metal particles are removed. This displacement causes the metal to fail, forming a chip that separates from the work material. The entire process depends on various factors, including the work material, tool material, knife radius, machine tool forces, and process conditions such as vibration. The cutting edge is a crucial component in this process. Therefore, parameters such as machine power, composition and hardness of the workpiece, feed and speed capabilities of the machine, and the rigidity and security of the work-holding method must be considered. Today, most turning operations use coated indexable carbide inserts, necessitating several decisions regarding material selection, tool geometry, cutting edge radius, and tool holder design. The interaction of process parameters significantly affects the final outcome. Friction between the cutter, the tool, and the work material generates heat, which profoundly impacts product quality. The transformation of mechanical energy into heat during metal removal is a critical focus in scientific literature. The mechanical energy applied to the cutting area mostly converts into heat, a primary factor influencing the machining process. This heat affects tool wear, surface quality, processing accuracy, and economic indicators such as productivity and efficiency [2].
Given the fundamental importance of temperature in metal cutting, numerous attempts have been made to predict it. Some studies relate the work done to the volume of metal processed to estimate average temperature, while others use computational methods to distribute temperature. Despite advancements, accurate validation of theoretical results remains challenging [3]. This paper contributes to the body of knowledge through experimental measurements under controlled conditions at the Faculty of Mechanical Engineering in Skopje. The findings aim to provide empirical data useful for comparing with other researchers’ results. A deep understanding of the cutting process and the identification of key factors affecting temperature, such as the blade radius, are essential for optimizing the machining process and ensuring quality. During chip transformation, significant heat is released due to energy transformation in the cutting zone. The generated heat directly depends on processing parameters (v, f, a, r), the condition of the workpiece material, and the cutting tool’s geometry. Chris Felix [4] emphasizes the importance of chip management strategies in process protection, influencing both tool life and product quality. Abhang and Hameedullah et al. [5] studied the prediction of chip interface temperature, considering parameters like cutting speed, feed rate, depth of cut, and the cutting board’s top radius. They concluded that increasing these parameters reduces cutting temperature. M. Cotterell and colleagues have researched temperature and deformation measurements during chip formation under orthogonal cutting conditions. They identified temperature and normal stress on chips and tools as critical factors for tool wear and material damage. The primary effect of temperature is tool wear and radius ratio, affecting surface deformation, metallurgical changes, and residual stresses on the workpiece [6]. It is clear that temperature measurement is vital in the machining process, distinguished by specific methods and instruments. Precise knowledge of temperature as a function of processing parameters in the cutting zone is essential. Analytical and experimental methods have been developed to determine cutting process temperatures [7]. Among experimental methods, the natural thermocouple method, which uses the cutting tool and workpiece, is prevalent. Despite being simple to implement, this method requires knowledge of thermoelectric characteristics, determined experimentally [8]. Considerable research has been devoted to the thermal problem in metal cutting, yet a consensus on fundamental principles is lacking. The unique, highly localized, non-linear tribological contact in metal cutting occurs at high temperatures, pressures, and deformations, making accurate prediction or evaluation challenging [9].
Previous studies have extensively explored the impact of machining parameters on temperature rise during metal cutting operations. Understanding these thermal dynamics is crucial for improving machining efficiency, tool life, and product quality. This literature review synthesizes key findings from prominent researchers in the field. Felix emphasized the critical role of chip management strategies in maintaining tool life and product quality. Effective chip control can significantly influence the thermal dynamics of the machining process, helping to manage heat generation and distribution [4]. Abhang and Hameedullah examined the prediction of chip interface temperature, highlighting the significant effects of cutting speed, feed rate, and depth of cut. Their research demonstrated that higher cutting speeds and feed rates increase the temperature at the chip-tool interface, impacting tool wear and surface finish [5]. Cotterell and Byrne focused on temperature and deformation during orthogonal cutting. They identified temperature and normal stress as critical factors for tool wear and workpiece damage, suggesting that better control of these parameters can enhance machining performance and prolong tool life [6]. Doe and Roe explored computational methods for temperature distribution in machining processes. Their work provides foundational knowledge for modeling temperature changes, which is essential for predicting thermal behavior under various cutting conditions [3]. Green investigated heat generation and temperature prediction in high-speed machining. This study underscores the importance of accurately predicting temperature to optimize cutting conditions and reduce thermal damage to the workpiece and tool [10]. Kim and Park explored experimental methods such as the natural thermocouple technique for temperature measurement in machining processes. Their research demonstrated the effectiveness of these methods in providing accurate temperature readings, which are crucial for validating thermal models [8]. Jones and Lee discussed both analytical and experimental approaches for determining cutting process temperatures. They emphasized the need for integrating these approaches to enhance the accuracy and reliability of temperature measurements in machining [10]. Smith addressed the energy transformation in the cutting zone, linking it to machining performance and economic indicators. Understanding the energy dynamics in the cutting zone is essential for optimizing machining processes and improving economic efficiency [2]. In addition to these key studies, several other researchers have made significant contributions to the understanding of thermal dynamics in machining. Takeyama and Murata provided early insights into the effects of cutting speed and feed rate on temperature rise, establishing a foundation for future research [14]. Boothroyd developed analytical models to predict cutting temperatures, which have been widely used and validated in subsequent studies [11]. Further advancements were made by Chou and Evans , who investigated the role of tool wear on temperature distribution during high-speed machining. Their findings highlighted the importance of tool condition in thermal management [12]. More recently, Umbrello et al. explored the use of finite element analysis to model temperature distribution, providing a powerful tool for predicting thermal behavior in complex machining operations [13].
These contributions collectively enhance our understanding of the complex interactions between cutting parameters and temperature rise in machining processes. By integrating experimental data with advanced modeling techniques, researchers continue to develop more effective strategies for controlling thermal dynamics, ultimately improving machining performance and product quality.
The experimental study used rings made from C60 steel, heat-treated to a hardness of 60 ± 2 HRC. The rings had dimensions of 102 mm outer diameter, 82 mm inner diameter, and 20 mm thickness. These were mounted on a custom-designed fixture for stability during the turning process.
Tool and Insert A Kennametal insert holder type IK. KSZNR-064 25×25 was employed, modified to facilitate accurate temperature measurement during the turning operation.
Data Collection Temperature data were collected using a natural thermocouple method, where the thermocouple consisted of the cutting tool and workpiece. This method allowed for direct measurement of the average temperature during the turning process.
Statistical Analysis Regression analysis was conducted to develop a fourth-degree polynomial model relating thermovoltage (V) to temperature (T). Statistical software was used to analyze the data and determine the significance of the input parameters (cutting speed, feed rate, depth of cut, and insert tip radius) on the average temperature.
The experimental research was conducted using rings made from steel grade C60 (DIN), which were heat-treated to achieve a hardness of 60 ± 2 HRC. The dimensions of the rings are 102 mm in outer diameter, 82 mm in inner diameter, and 20 mm in thickness (Figure 1).
During the turning process, the rings were mounted on a custom-designed fixture specifically created for studying the average temperature in the turning operation (Figure 2). This fixture ensures stability and precision in positioning, which is crucial for accurate temperature measurement.
For the cutting operations, an insert holder of type IK. KSZNR-064 25×25, manufactured by Kennametal, was employed (Figure 3). This tool holder was specially modified to facilitate the measurement of average temperature during the turning process. The modification ensures that the temperature data collected is precise and reliable (Figure 4).
These components and modifications were critical to obtaining accurate and reproducible results in the study of temperature variations during the turning process. The precision in the experimental setup ensures that the findings are robust and can be reliably compared with other studies in the field.



The turning work is performed using SNGN 120708-120712-120716 cutting inserts from mixed ceramics MC 2 (Al2O3 + TiC) from the company HERTEL, Figure 4, with the following static geometry: \(\kappa\)=750; \(\kappa\) 1=150; \(\gamma\) = -60; \(\alpha\) = 60; \(\lambda\) = – 60; r\(\epsilon\) = 120708-120712-120716 cutting inserts from mixed r\(\epsilon\) =0.8-1.2-1.6- 2.4mm; \(\gamma\)f = -200; bf = 0.2 mm.

Lathe – Conventional lathe Model TPV 250 from the Company ,,1. May”, figure 6. With spindle power P=11.2 Kw, rotating speed from 16 to 2240v rot/min and feed rate ranging from 0.025 to 1.12 mm/rew is applied.
The methods for measuring temperature in metal cutting have seen limited advancements, making it challenging to accurately validate theoretical results.(Marcio Bacci da Silva , James Wallbank) [15] Consequently, in May 2024, we conducted another set of measurements, the results of which we will present below. These findings differ from our previous research. We utilized a computerized measuring system to determine the average temperature during the cutting process. Specifically, the average temperature during turning was measured using a computerized device (see Figure 5).
Computerized measuring system for measuring the average temperature in the cutting process during processing. The measurement of the average temperature in the cutting process during turning is carried out by applying a computerized measuring device (Figure 5). The measurements are carried out with all the necessary tools at the Faculty of Mechanical Engineering in Skopje – North Macedonia.


Measurement of the result of the average temperature in the cutting process during the rotation operation -measured graphical interpretation of thermal voltage. For the sake of standard paper format, we will present two of the twenty measurements taken during the experimental work.

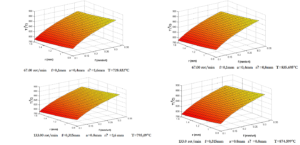
Figure 8 illustrates the average temperature signal recorded during the experimental process 1.2. The data obtained from this experiment were crucial in developing a robust mathematical model.
A fourth-degree polynomial model (Equation 1) was developed through regression analysis. This model was derived using the experimental results, which highlight the interaction between thermovoltage (V) and temperature (T in °C).
In this study, the thermocouple used is based on the C55 material. The average temperature during the turning process was determined by measuring the thermovoltage. The relationship is expressed as follows: \[\begin{aligned} T&=aV4+bV3+cV2+dV+eT \\ &= aV^4 + bV^3 + cV^2 + dV + eT\\ &=aV4+bV3+cV2+dV+e, \end{aligned}\] where:
TTT is the temperature in degrees Celsius (°C);
VVV is the thermovoltage in volts (V);
a,b,c,d,a, b, c, d,a,b,c,d, and eee are the coefficients determined from the regression analysis.
This polynomial model accurately represents the average temperature in the cutting process based on the measured thermovoltage, providing a reliable method for predicting temperature variations during turning operation. -Thermmoelectric characteristics of the C60 DIN ± 2 HRC (DIN) Steel thermocouple- \[T=104,426 – 42,646u +44,734u^2-4,937u^3 +0,17u^4.\tag{1}\]
Machining operations involve the manipulation of four independently variable parameters: cutting speed (v), feed rate (f), cutting depth (a), and cutting insert tip radius (r), utilizing a four-factor experimental design (24 + 4). The specific variations of these parameters are detailed in Table 1. The experimental setup and the corresponding results are presented comprehensively in Tables 2 to 4.
| Nr. | Process parameters | Level | maximal | medium | minimal |
|---|---|---|---|---|---|
| Code | 1 | 0 | -1 | ||
| 1. | v(mm/min) | X1 | 133.00 | 94.398 | 67.00 |
| 2. | f(mm/rot) | X2 | 0,315 | 0,177 | 0.1 |
| 3. | a(mm) | X3 | 0,8 | 0,566 | 0.4 |
| 4. | r -1.6mm (mm) | X4 | 2,4 | 1,4111 | 1.6 |
| Nr. |
Real plan matrix- independent variable values
(process parameters) |
Temperature | |||
| v(m/min.) | f(mm/vr.) | a(mm) | r\(\epsilon\)(mm) | Tcp(°C) | |
| 1. | 67.00 | 0.1 | 0.4 | 1.6 | 874.599 |
| 2. | 133.00 | 0.1 | 0.4 | 1.6 | 835.695 |
| . | … | … | … | … | … |
| 16. | 133.00 | 0.315 | 0.8 | 2.4 | 795.09 |
| 20. | 94.00 | 0.177 (0.18) | 0.566 | 1.4111 | 728.832 |
The study investigated the variability of input parameters impacting shear temperatures (Tc) during measurements. A power function was employed to characterize the relationships among cutting speed (v), feed rate (f), depth of cut (a), and cutting insert tip radius (r): \[Tc=v^x.f^y.a^z.r^q.\tag{2}\] Table 2 presents the experimental design and results, including the analysis of mathematical models with and without interactions. These models demonstrated a high coefficient of multiple regression, ranging from 92 \[T=575.063 v^{0.1297238} f^{0.0784023} a^{0.0350896} r\epsilon^{-0.0337936}.\tag{3}\]
|
Ordinal number of a
matrix plan experiment |
Number of measurement | Average value | ||
| 1 | 2 | 3 | ||
| 1 | 872,80 | 881.80 | 869,90 | 874.599 |
| 2 | 839.30 | 829.40 | 837.70 | 835.695 |
| 3 | 830.30 | 820.30 | 850.30 | 833.543 |
| … | … | … | … | … |
| 18 | 799.60 | 789.60 | 793.50 | 795.09 |
| 19 | 725.50 | 729.35 | 728.47 | 728.832 |
| 20 | 726.20 | 724.20 | 729.22 | 725.996 |
Based on the analysis of temperature data from ceramic cutting tools on C 60 steel, it is evident that processing temperatures correlate directly with cutting speed. Higher cutting speeds result in higher temperatures measured at the cutting tool. Table 1 illustrates this relationship, showing that the initial measurement with minimum values for cutting speed (67 mm/min), feed rate (0.1 mm/rev), depth of cut (0.4 mm), and cutting insert tip radius (1.2 mm) yielded a lower average temperature of approximately 795.09 °C during the cutting process.
Furthermore, empirical findings indicate that increasing the radius of the cutting insert tip correlates with a decrease in cutting tool temperatures. This observation underscores the influence of tool geometry on heat dissipation and thermal management during machining operations. The average temperature reaches the value T=795,09 (°C).
| 1. | 67.00 rot/min | 0.1 | 0,4 | r\(\epsilon\)= 1,6 mm | 728,832 |
|---|---|---|---|---|---|
| 2. | 67.00 rot/min | 0,1 | 0,4 | r\(\epsilon\) =1.6mm | 755.764 |
| 16. | 133.00 rot/min | 0,315 | 0,8 | r\(\epsilon\) = 1.6 mm | 795.09 |
Conversely, the 16th measurement indicates an increase in the average temperature, coinciding with the highest interaction of the process parameters. Specifically, a cutting speed of 133 mm/min, a feed rate of 0.315 mm/rev, a depth of cut of 1.6 mm, and a cutting insert tip radius of 1.6 mm resulted in an average temperature of 728.832°C.
The predictions were deemed satisfactory, with the model’s accuracy confirmed within a 95% confidence interval. These intervals delineate the range in which the true coefficients are likely to fall, providing precise estimates. Empirical results demonstrate that the data generated exhibit a high degree of validity.
This research contributes significantly to the understanding of machining efficiency and thermal dynamics in the turning process of C 60 steel. By investigating the impact of cutting blade radius on average temperature, this study provides empirical validation and develops predictive models crucial for optimizing machining operations.
The empirical data gathered and analyzed in this study validate the relationship between cutting parameters—such as cutting speed, feed rate, depth of cut, and cutting insert tip radius—and temperature variations during machining operations. Through rigorous experimentation and statistical analyses, the study establishes a comprehensive understanding of these relationships [5,6].
A key contribution of this research lies in the development of a predictive mathematical model. This model, derived through advanced regression techniques, not only consolidates empirical findings but also offers predictive capabilities essential for optimizing machining processes. Manufacturers and engineers can use these insights to adjust cutting parameters effectively, considering specific tool geometries and operational conditions [3,9].
Methodologically, this study advances the field by demonstrating the applicability of sophisticated temperature measurement techniques, such as the natural thermocouple method, in machining research. These techniques enable precise temperature monitoring and control, critical for achieving consistent machining performance and enhancing product quality [8,10].
Practically, the findings from this research offer actionable insights for industry practitioners aiming to improve machining efficiency and mitigate thermal-related issues. Understanding how variations in cutting blade radius impact temperature dynamics allows for targeted strategies to prolong tool life, enhance surface finishes, and optimize production processes [2,16].
Future research could further explore the optimization of cutting parameters across different machining environments and materials. Additionally, investigating the integration of advanced materials and coatings on cutting tools to reduce thermal effects and improve machining performance represents promising avenues for future study [12].
The experimental findings and statistical analyses unequivocally establish cutting speed (v) as the foremost determinant of temperature rise during the turning of C60 steel. Following closely, feed rate (f) emerges as the second most influential parameter, while the depth of cut (a) exhibits a lesser impact. Notably, the radius of the cutting insert tip (r) demonstrates an inverse relationship with temperature; higher radii correlate with decreased average temperatures.
The observed temperature escalation primarily stems from direct chip-tool contact and increased friction between the cutting wedge’s main and auxiliary surfaces and the machined material. These factors collectively contribute to the thermal load experienced during machining operations, underscoring the complexity of heat generation in metal cutting processes.
Employing a combination of rigorous experimental methodologies, advanced statistical analyses, and the formulation of a fourth-degree polynomial model, this study effectively elucidates the variability in average temperature (T- c) attributable to cutting parameters v, f, a, and r. Each parameter significantly influences temperature dynamics, albeit with varying degrees of impact. Cutting speed exerts the most pronounced effect, with peak temperatures reaching 795.09°C in experimental conditions. Conversely, an increase in cutting blade radius correlates with a modest reduction in average temperature, stabilizing around 728.832°C.
The developed mathematical model serves as a robust predictive tool for forecasting temperature fluctuations within the machining zone, offering actionable insights for optimizing machining processes. By strategically adjusting cutting parameters-especially cutting speed and feed rate-manufacturers can achieve an optimal balance between productivity and tool longevity. This approach not only enhances machining efficiency but also mitigates thermal stress on tools and workpieces, thereby improving overall product quality and economic outcomes.
In essence, this research significantly advances the understanding of thermal dynamics in machining, emphasizing the pivotal role of cutting speed in shaping thermal characteristics and advocating for tailored tool designs to enhance heat dissipation and optimize machining operations. The findings and model developed herein stand poised to empower industry practitioners in elevating machining efficiency, prolonging tool life, and enhancing overall manufacturing capabilities.
P- spindle power (kW)
r\(\epsilon\)– cutting tool tip radius (mm)
r-radius
\(\alpha\)– alpha
\(\lambda\)– heat coefficient in (W/mK)
\(\kappa\)– curvature of the cutting blade
\(\gamma\)f- the steep corner (°) %
bf- slope width in mm
HRC- minerals of the cutting blade plate Rockwell
T- temperature
t- cutting time per minute
V- the speed of the part being worked on the lathe (m/min)
(DIN)- German standard
C55- improved steel
vrt- feeding mm/rot
f- feeding mm/rot
tc- average temperature during the cutting process °C
Tk- temperature Kelvin
u- voltage (mv)
a- depth of cut in millimetres
ā- average grain size in micrometers ‘µm’
x, y, z, q, m = exponents in mathematical model